નવા કર્મચારીની ઉત્પાદન જ્ઞાન ક્ષમતા સુધારવા માટે, મેઇવા ઇન્ડસ્ટ્રી એસોસિએશને 2023 વાર્ષિક ઉત્પાદન જ્ઞાન તાલીમ પ્રવૃત્તિનું આયોજન કર્યું, અને તમામ મેઇવા ઉત્પાદનો માટે તાલીમ શ્રેણી શરૂ કરી.
એક લાયક મેઇવા વ્યક્તિ તરીકે, તે ટૂલ હોલ્ડર્સ, ઇન્સર્ટ્સ અને મિલિંગ ટેપ્સ, ડ્રીલ્સ, બોરિંગ ગ્રાઇન્ડર મશીનો અને અન્ય સંબંધિત ઉત્પાદનો વિશે વધુ સ્પષ્ટ જ્ઞાન હોવું જોઈએ, ચાલો આ તાલીમની સામગ્રીનો સારાંશ પણ આપીએ,


CNC ટૂલ હોલ્ડરને મશીનિંગ કામગીરી દરમિયાન તમામ પ્રકારના કટીંગ ટૂલ્સને સુરક્ષિત રીતે પકડી રાખવા માટે ડિઝાઇન કરવામાં આવ્યું છે. વિવિધ કદના કટરને ઝડપથી બદલવાની ક્ષમતા સાથે, આ ડિવાઇસ લેથ્સ અથવા મિલિંગ મશીનો જેવી મશીનરી ચલાવતી વખતે સમય બચાવવા અને કાર્યક્ષમતામાં મોટો ફરક લાવી શકે છે. તેમાં એડજસ્ટેબલ સ્ટોપ્સ હોવા જોઈએ જેથી ઓપરેટરોને ખબર પડે કે તેમના કટ દર વખતે ક્યાંથી શરૂ થાય છે અને ક્યાં સમાપ્ત થાય છે - ચોકસાઈના સ્તરમાં નોંધપાત્ર વધારો થાય છે. ટૂલ હેન્ડલ એ મશીન ટૂલ અને ટૂલનું કનેક્ટિંગ બોડી છે. ટૂલ હેન્ડલ એ એક મુખ્ય કડી છે જે અસર કરે છેએકાગ્રતા અને ગતિશીલ સંતુલન. તેને સામાન્ય ઘટક તરીકે ગણવું જોઈએ નહીં.સાધનના એક પરિભ્રમણની સ્થિતિમાં દરેક કટીંગ એજ ભાગની કટીંગ રકમ એકસમાન છે કે કેમ તે એકાગ્રતા નક્કી કરી શકે છે; જ્યારે સ્પિન્ડલ ફરે છે, ત્યારે ગતિશીલ અસંતુલન સમયાંતરે કંપન ઉત્પન્ન કરશે.
મેઇવાધારક, સામાન્ય રીતે ઉપયોગમાં લેવાતા પ્રકારોWe BT-ER માં વિભાજિત ધારક, બીટી-સી મજબૂતધારક,FMB-FMA ફેસ મિલિંગ કટરધારક, BT-MTA મોઝ ટેપર સ્લીવ, BT-SK હાઇ સ્પીડ sk કોલેટ ચક, BT-APU ડ્રિલ ચક, BT-HM હાઇડ્રોલિક એક્સપાન્શન ચક, BT-SR સંકોચન ફિટ ચક

સી માટેફક્ત ઉપયોગમાં લેવાતા CNC મિલિંગ ટૂલ્સ, આકાર પ્રમાણે, વિભાજીત કરો સપાટદાખલ કરે છે, ગોળ નાકદાખલ કરે છે અને બોલદાખલ કરે છે
દરેક સાધનની પોતાની ચોક્કસ ભૂમિકા હોય છે, જે નીચે મુજબ છે:
૧) ફ્લેટદાખલ કરે છેCNC મશીનિંગ સેન્ટર ફ્લેટદાખલ કરે છે દાખલ કરે છેતેને ફ્લેટ પણ કહેવામાં આવે છેદાખલ કરે છેઅથવા એન્ડ મિલિંગ કટર, મુખ્ય કટીંગ ધારની આસપાસ, ગૌણ કટીંગ ધાર માટે નીચે. રફ અને સ્પષ્ટ કોણ માટે વાપરી શકાય છે, બાજુના પ્લેન અને આડા પ્લેનને સમાપ્ત કરો. સામાન્ય રીતે ઉપયોગમાં લેવાય છે ED20, ED19.05 (3/4 ઇંચ), ED16, ED15.875 (5/8 ઇંચ), ED12, ED10, ED8, ED6, ED4, ED3, ED2, ED1.5, ED1, ED0.8 અને ED0.5. E એ એન્ડ મિલનો પહેલો અક્ષર છે; D એ કટીંગ ધાર વ્યાસ દર્શાવે છે. સામાન્ય પરિસ્થિતિઓમાં, મોટો વ્યાસ પસંદ કરવાનો પ્રયાસ કરો.દાખલ કરે છેખુલતી વખતે જાડું, અને લોડ કરતી વખતે શક્ય તેટલું ટૂંકુંદાખલ કરે છે, પૂરતી કઠિનતા સુનિશ્ચિત કરવા અને વસંત ટાળવા માટેદાખલ કરે છે. પસંદ કરતી વખતેદાખલ કરે છે, પ્રોસેસિંગ વિસ્તારને જોડવો, બ્લેડની સૌથી ટૂંકી લંબાઈ અને સીધા ભાગની લંબાઈ નક્કી કરવી અને સૌથી યોગ્ય પસંદ કરવું જરૂરી છે.દાખલ કરે છેકંપનીમાં ઉપલબ્ધ. જો બાજુના ઢાળને ઢાળ કહેવામાં આવે તોદાખલ કરે છે, તમે ઢાળ પૂર્ણ કરી શકો છો.
૨) ગોળ નાકદાખલ કરે છેCNC મશીનિંગ સેન્ટર રાઉન્ડ નાકદાખલ કરે છે, જેને ફ્લેટ R પણ કહેવાય છેદાખલ કરે છે, ખરબચડા, સપાટ અને વક્ર આકાર ખોલવા માટે વાપરી શકાય છેદાખલ કરે છે. સામાન્ય રીતે, કોણીય ત્રિજ્યા R0.1 ~ R8 હોય છે. સામાન્ય રીતે ઇન્ટિગ્રલ અને ઇન્સર્ટ બ્લેડ બ્લેડ હોય છે. ગોળ નાકદાખલ કરે છેઇન્સર્ટ અનાજ સાથે "ઉડતી" પણ કહેવાય છેદાખલ કરે છે", જેનો ઉપયોગ મુખ્યત્વે ખરબચડા અને આડા સુંવાળા ખુલ્લા વિસ્તારના મોટા વિસ્તાર માટે થાય છેદાખલ કરે છે. સામાન્ય રીતે ઉપયોગમાં લેવાતા ED30R5, ED25R5, ED16R0.8, ED12R0.8 અને ED12R0.4 છે. શક્ય હોય ત્યાં સુધી, મોટાદાખલ કરે છેઉડાનના રફ મશીનિંગ માટે પસંદ કરવું જોઈએદાખલ કરે છે. ઊંડા વિસ્તારોની પ્રક્રિયા કરતી વખતે, ટૂલની લંબાઈ પહેલા ટૂંકા છીછરા વિસ્તારો માટે સ્થાપિત કરવી જોઈએ, અને પછી લાંબા ગાળાના ઊંડા વિસ્તારો માટે, જેથી કાર્યક્ષમતામાં સુધારો થાય અને કાપ ન પડે.
૩) બોલદાખલ કરે છેબોલનું CNC મશીનિંગ સેન્ટરદાખલ કરે છેR પણ કહેવાય છેદાખલ કરે છે, મુખ્યત્વે પ્રકાશમાં વક્ર સપાટી માટે વપરાય છેદાખલ કરે છેઅને પ્રકાશદાખલ કરે છે. સામાન્ય રીતે ઉપયોગમાં લેવાતા બોલ છરીઓ BD16R8, BD12R6, BD10R5, BD8R4, BD6R3, BD5R2.5 (ઘણીવાર રનર પ્રોસેસિંગ માટે વપરાય છે), BD4R2, BD3R1.5, BD2R1, BD1.5R0.75 અને BD1R0.5 છે. B એ બોલ મિલનો પહેલો અક્ષર છે. સામાન્ય પરિસ્થિતિઓમાં, ફિનિશિંગ માટે વપરાતા સાધનને નક્કી કરવા માટે પ્રોસેસ્ડ આકૃતિના આંતરિક વર્તુળ ત્રિજ્યાને માપીને, શક્ય હોય ત્યાં સુધી મોટો પસંદ કરવા માટેદાખલ કરે છે, દાખલ કરે છેસમારકામદાખલ કરે છેપ્રક્રિયા

એક મિલિંગ કટર એ એક રોટરી કટર છે જેમાં મિલિંગ માટે એક અથવા વધુ કટર દાંત હોય છે.કામ કરતી વખતે, દરેક કટર દાંત ક્રમિક રીતે વર્કપીસના માર્જિનને કાપી નાખે છે. મિલિંગ કટરનો ઉપયોગ મુખ્યત્વે મિલિંગ મશીન પ્રોસેસિંગ પ્લેન, સ્ટેપ, ગ્રુવ, ફોર્મિંગ સરફેસ અને કટીંગ વર્કમાં થાય છે.-ટુકડો.
મિલિંગ કટરને ફ્લેટ એન્ડ મિલિંગ કટર, બોલ એન્ડ મિલિંગ કટર, રાઉન્ડ નોઝ મિલિંગ કટર, એલ્યુમિનિયમ મિલિંગ કટરમાં વિભાજિત કરવામાં આવે છે.

4.ટેપ્સ
ટેપ છેએક વિવિધ મધ્યમ અને નાના કદના આંતરિક થ્રેડો પર પ્રક્રિયા કરવા માટેનું સાધન. તે રચનામાં સરળ અને ઉપયોગમાં સરળ છે. તેને મેન્યુઅલી ચલાવી શકાય છે અને મશીન ટૂલ્સ પર પણ કામ કરી શકાય છે.
ટેપીંગ શું છે?

ટેપિંગ એ કામના છિદ્રમાં આંતરિક થ્રેડો કાપવા માટે નળનો ઉપયોગ છે.-ટુકડો.
નળ વિભાજિત થાય છેસીધુંસ્પિરલ્સ ટેપ,વાંસળી ટેપ, ટીપ ટેપ અને એક્સટ્રુઝન ટેપ

5.કવાયત
આ ડ્રીલ એ ડ્રીલમાં એક કાપવાનું સાધન છે જેનો ઉપયોગ છિદ્ર બનાવવા માટે સામગ્રીને દૂર કરવા માટે થાય છે અને લગભગ હંમેશા ગોળાકાર ક્રોસ સેક્શન ધરાવે છે.ડ્રિલ બિટ્સ વિવિધ કદ અને આકારમાં આવે છે અને ઘણી બધી સામગ્રીમાં વિવિધ પ્રકારના છિદ્રો બનાવી શકે છે. છિદ્ર પંચ કરવા માટે, ડ્રિલ બીટ સામાન્ય રીતે ડ્રિલ બીટ સાથે જોડાયેલ હોય છે, જે સામાન્ય રીતે વર્કપીસ કાપવા માટે શક્તિ પ્રદાન કરવા માટે ફેરવવામાં આવે છે. બીટ ચકમાં શેંક નામના બીટના ઉપરના છેડાને પકડી લેશે.
વર્કપીસની વિવિધ સામગ્રી અનુસાર, આપણે ડ્રિલ બિટ્સને HSS ડ્રીલ, એલોય ડ્રીલ, ટ્વિસ્ટ ડ્રીલ અને કાર્બાઇડ ડ્રીલમાં વિભાજીત કરી શકીએ છીએ.

એક vise એ એક સાર્વત્રિક ફિક્સ્ચર છે જેનો ઉપયોગ વર્કપીસને રાખવા માટે થાય છે.વર્કપીસને ક્લેમ્પ અને સ્થિર કરવા માટે ઉપકરણ વર્કબેન્ચ પર છે. તે ફિટર વર્કશોપ માટે જરૂરી સાધન છે. રોટરી ડિસ્ક ક્લેમ્પ બોડીને વર્કપીસને યોગ્ય કાર્યકારી સ્થિતિમાં ફેરવવા માટે ફેરવી શકાય છે.
અમારી પાસે હાઇ પાવર હાઇડ્રોલિક વાઈસ અને એમસી કોમ્પેક્ટ પાવર વાઈસ અને એન્ગલ સોલિડ વાઈસ છે.

મશીનિંગ ઓપરેટરો માટે, જો ટૂલ ઉપયોગ દરમિયાન પહેરવામાં આવે છે, તો તેનો ઉપયોગ ટૂલને પીસવા માટે કરી શકાય છે, જેથી વર્કપીસની ચોકસાઈની જરૂરિયાતોને પૂર્ણ કરવા માટે બ્લેડનો ઉપયોગ ચાલુ રાખી શકાય.
અમારી પાસે મિલ શાર્પનર, ટેપ શાર્પનર, ડ્રિલ શાર્પનર ત્રણ પ્રકારના ગ્રાઇન્ડર મશીન છે.
મિલિંગ કટર, નળ અને ડ્રિલ બિટ્સને ગ્રાઉન્ડ કરી શકાય છે

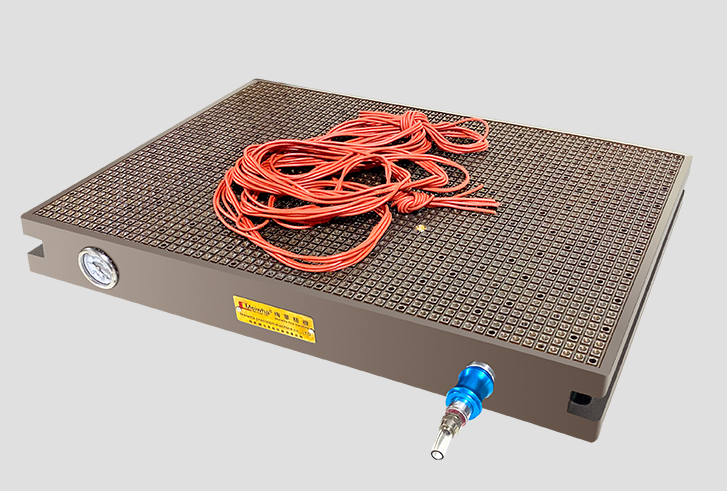
7.સકર
વર્કપીસને ઠીક કરવા માટે ડિસ્કની સપાટી પર શોષવામાં આવે છે, અને મશીન કટીંગ કરે છે,
અમારી પાસે ઇન્ટિગ્રેટેડ સીએનસી વેક્યુમ સકર, સીએનસી પાવરફુલ પરમેનન્ટ મેજેનેટ સકર, સીએનસી ઇલેક્ટ્રો-પર્મેનન્ટ મેગ્નેટિક ચક્સ, ત્રણ પ્રકારના સકર છે.
પોસ્ટ સમય: ફેબ્રુઆરી-૨૪-૨૦૨૩




